|
||||
The term foundry engineering is a loose industry term applied to an area of technical parameters related with producing a solid and dimensionally correct part. The parameters include the “feeding” reservoirs or heads and risers for providing liquid metal during solidification; the design and dimensioning of the “plumbing system” or gating for accepting the metal and introducing it into the mold cavity; the “contacts” for connecting the mold cavity to the gating and risers. The above parameters must also include consideration of whether the part will be subject to distortion while cooling to room temperature. All of this gets rolled into the starting design of the tooling and the establishment of the original dimensions of the tool to allow for wax dimensional changes and casting cooling dimensional changes. The above considerations also dictate what is possible when specific molding material and investing techniques are applied.
Risers. A physical reality is that commercially cast metals all undergo a volumetric change upon solidification. The primary function of a riser is to provide the liquid metal to a solidifying section of a casting thus containing all of the shrinkage volume. The riser is subsequently sectioned from the casting giving a solid casting. The design of a riser depends to a great deal on the on the type of metal being cast. Gray cast iron needs very little feeding since a period of graphitization occurs during the final stages of solidification that causes an expansion that tends to counteract metal shrinkage. Steel or white cast iron, and many of the nonferrous alloys, which are commercially cast, have an extended solidification range and require extensive feeding systems.
| Material | Volumetric shrinkage, % |
| Carbon Steel | 2.5 – 3.0 |
| 1 % carbon steel | 4.0 |
| Pure aluminum | 6.60 |
| Pure copper | 4.92 |
| Gray cast iron | 1.90 to negative depending on graphitization |
| White cast iron | 4.0 – 5.50 |
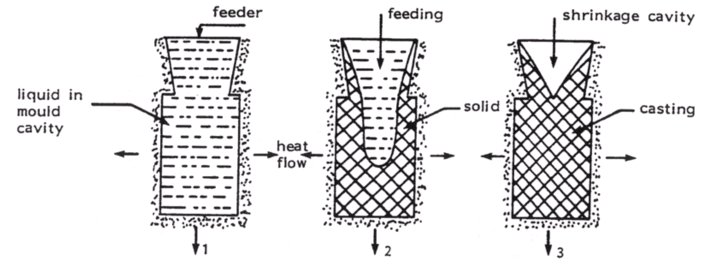
From a theoretical consideration the solidification of an alloy takes place as the result of heat loss from the casting, gating and risering surfaces. The design of the geometries and size of the risers must be so that they stay molten longer than the casting and can provide sufficient liquid metal to compensate for the volumetric shrinkage of the alloy. The contacts must also stay open, not solidify shut, to allow the flow of liquid metal through them to the casting. Figure 1. shows the simplest case possible for the design of a riser on a casting. With the use of freezing ratios of surface area of casting to volume of casting divided by surface area of riser to volume of riser considerations, a start can be made to correlate with volume ratios for specific metals and have a calculation base for determining riser sizes and shapes. However, the casting world is not blocks! Each section of a casting must be mathematically analyzed with the potential of one part of a casting feeding another section and the issue of non-cooling surfaces where adjoining sections meet, etc.
Riser size. The diameter of a top riser must be larger than that of the casting since it would otherwise solidify before the casting, no matter how long it might be made. The height of the riser should be about 1.5 times the diameter. Additional height is no advantage since it means also additional surface area, and the extra metal is then merely feeding the lower part of the riser. Investment casters often construct the riser as part of the gating for accepting the metal during pouring and providing the vertical plumbing for entry into multiple mold cavities. This can be a very successful technique but is dependent on the type of metal being poured.
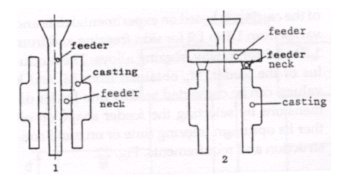
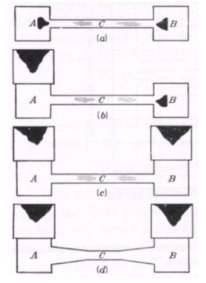
Positioning of risers. A riser will not function properly unless it is located in a position that will result in directional solidification toward it from the casting. The number of risers that must be assigned to a specific casting will depend upon how many of these directional paths must be operating to secure soundness. Figure 2. shows a hypothetical casting having two heavy sections connected by a light section. Only by risering both sections with a riser greater in diameter than the heavy section and properly padding the casting to promote directional solidification (d) is a sound casting obtained. Figure 3. shows a correct design in example (1) of promoting directional cooling by correct gating design into thick sections and incorrect design in (2) with loss of optimum feeding temperature gradient during mold feeding.
Factors affecting riser efficiency. An open riser must be as large as indicated because it is freezing while the casting is freezing hence only that portion of the metal in the riser which remains liquid longer than the casting is available for feeding. If some means were available to utilize more of the riser metal to feed the casting, better riser efficiency would be obtained. The following sections present some of the means presently employed for this purpose.
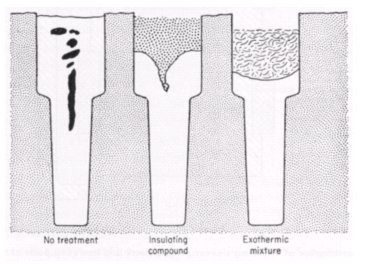
Antipiping and Exothermic Compounds. A riser can be made more efficient by employing some artificial means to keep the top of the riser from freezing over so that the molten metal beneath can be exposed to atmospheric pressure. This is a common practice and can be done by use of certain additions made to the surface of the molten metal in the riser soon after the metal enters the riser. These additions serve as antipiping compounds through an insulating effect or from heat given off by an exothermic reaction in the compound.
Insulation of risers. Besides supplying insulation on the top of the riser, it is also possible to use insulating sleeves or wraps on the sides of a riser. This can enhance a lower solidification rate in the riser and hence better feeding of the casting.
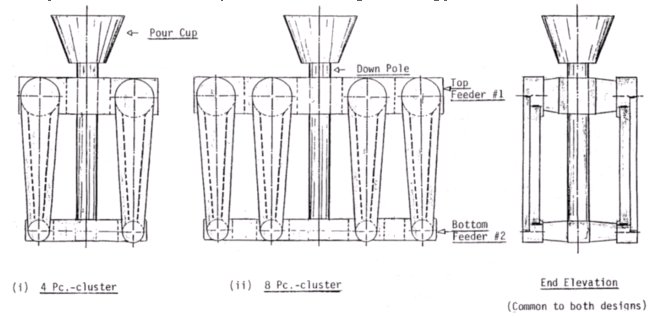
Figure 5.
Figure 5. shows two possible assemblies of a crank arm casting with 4 per tree and 8 per tree. The design feeds the heavy sections of the casting, introduces metal to the mold cavity from a bottom up filling, has tapered contacts which can be cut with an abrasive cut-off wheel and leaves a reference surface around the contacts for visually grinding the contacts flat.